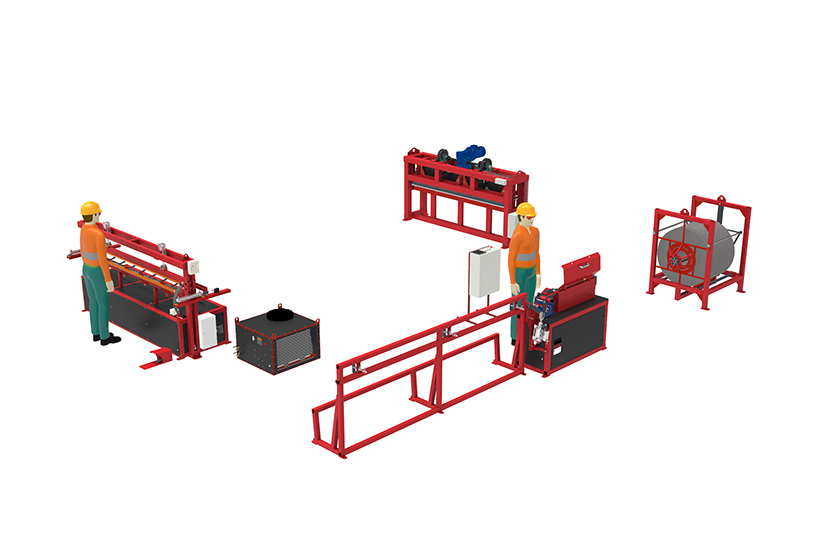
Завод Строительного Оборудования RODEN предлагает готовое комплексное решение для организации производства сварной кладочной сетки до 300 квадратных метров за смену (12 часов). Простая и надёжная в обслуживании конструкция сварочный машины RL-2000 и остальных станков не требуют высококвалифицированного персонала. Компактность производственной линии позволяет организовать производство на минимальных площадях. Благодаря увеличенной металлоемкости и простому конструктиву эксплуатационная надёжность производственной линии колоссальна. Проволока разматывается, правится и нарубается в прутки необходимого размера с помощью правильно-отрезного станка SPO 3-5. С помощью сеточных ножниц SN-2E готовую секцию сетки можно разрезать на карты меньшего размера. Также в комплекте производственной линии RDN-300 поставляется модуль системы охлаждения MSO-60, который препятствует перегреву трансформатора.
Благодаря использованию пневматики европейского производства и японской электроники производственная линия RDN-300 характеризуется гибкостью настроек и качеством производимой продукции.
Многочисленные отзывы клиентов, а также многолетняя практика показала, что схема организации производства сварной кладочной сетки, описанная ниже является наиболее оптимальной, при которой достигаются минимальные сроки окупаемости оборудования и максимальная прибыль.
- На ручной линии контактной сварки RL-2 производим сварную сетку с размерами 2 х 3 метра.
- Полученную сетку складируем в так называемый «промежуточный склад».
- Когда от заказчика поступает заявка на приобретение сетки (как правило, заказывают разные размеры сеток — 0,38; 0,51; 0,64 …), рабочий берёт заранее заготовленную сетку с «промежуточного склада» и нарубает её на сеточных ножницах SN-2E в нужные размеры. Тем самым, мы достигаем универсальности в выпуске сварной сетки и высокой оперативности в выполнении заказа.
Краткое описание процесса производства сварной кладочной сетки:
- На правильно-отрезном станке SPO 2.5-5 первый рабочий производит правку и мерную резку продольных и поперечных прутков необходимой длины.
- Второй рабочий заправляет продольные прутки в направляющие воронки ручной линии RL-2, а поперечные прутки укладывает в место сварки фиксируя упорами, далее передвижным контактером — «молотком» производится замыкание верхнего подвижного и нижнего стационарного контактов в результате чего происходит контактная сварка крестообразного соединения продольного и поперечного прутков. Для увеличения производительности допускается сварка крестообразных соединений в шахматном порядке.
- После сварки поперечного прутка второй рабочий нажимает на кнопку «Протяг» и происходит автоматическое перемещение сетки на заданный шаг после чего процесс сварки повторяется.
- Поскольку правка и резка проволоки на правильно-отрезном станке SPO 2.5-5 происходит в автоматическом режиме, первый рабочий выполняет дополнительные функции: подносит продольные и поперечные прутки к ручной линии RL-2, на сеточных ножницах SN-2E производит резку сварной сетки (размером 2 х 3 метра) на карты необходимого размера (0,38; 0,51; 0,64…), укладывает сварную сетку в ровные штабеля и связывает между собой.
К основным преимуществам организации производства по данной схеме относятся:
- Минимальные габариты производственного помещения
- Участие в производственном процессе лишь двоих рабочих низкой квалификации
- Максимальная универсальность выпуска готовой продукции
- Оборудование задействовано в работе на 100%
- Каждый рабочий задействован на 100%
Краткий бизнес-план производства сварной кладочной сетки до 300 м. кв. в смену
|
25% загрузка |
50% загрузка |
100% загрузка |
| № |
Статьи расходов |
1 месяц |
2 месяц |
3 месяц |
| 1 |
Аренда производственного помещения |
15 000 |
15 000 |
15 000 |
| 2 |
Заработная плата рабочих |
2×20 000=40 000 |
3×20 000=60 000 |
6×20 000=120 000 |
| 3 |
Электроэнергия |
8000 |
15 000 |
30 000 |
| 4 |
Налоги, ведение бух.учёта, прочие расходы |
50 000 |
90 000 |
150 000 |
| 5 |
Проволока ВР-1, 3.5 мм. |
14 бухт, 602 000 |
25 бухт, 1 075 000 |
50 бухт, 2 150 000 |
|
ИТОГО РАСХОДОВ |
715 000 |
1 255 000 |
2 465 000 |
|
|
|
|
|
| № |
Статьи доходов |
1 месяц |
2 месяц |
3 месяц |
| 1 |
Продажа кладочной сетки размером 2×0.51 |
4 800×140=672 000 |
9 000×140=1 260 000 |
18 000×140=2 520 000 |
|
|
|
|
|
|
ИТОГО ПРИБЫЛЬ |
— 43 000 |
5 000 |
55 000 |
|
|
Производство 4/7,
1 смена
4800 карт размером 2×0,5
в месяц |
Производство 7/7,
1 смена
9000 карт размером 2×0,5
в месяц |
Круглосуточное
производство,
2 смены
18 000 карт размером 2×0,5
в месяц |
В 1 бухте — 13 245 метров проволоки марки ВР-1, диаметром 3,5 мм.
Расход проволоки на карту размером 2×3, при ячейке 55×55 мм., составляет 221 метр.
Карта 2×3 метра будет нарезаться на 6 карт размером 2×0,5 метров.
Заявляем проволоку ø 4 мм., с ячейкой 50×50 мм.
Производим из проволоки ø 3,5 мм., с ячейкой 55×55 мм.
Средняя рыночная стоимость кладочной сетки 2×0,5м. , марки ВР-1, 4 мм.ø, с ячейкой 50×50 мм. составляет 140 рублей
В первые 2 месяца линия будет работать на 25-50 % из-за отсутствия развитых рынков сбыта.
ПРОИЗВОДИТЕЛЬНОСТЬ ЛИНИИ RDN-300 СОСТАВЛЯЕТ 300 КВАДРАТНЫХ МЕТРОВ СВАРНОЙ КЛАДОЧНОЙ СЕТКИ ЗА 12 ЧАСОВ (СМЕНА) С УЧЁТОМ ПОПРАВОК НА НЕОПЫТНОСТЬ ПЕРСОНАЛА И ВРЕМЕНИ НА ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ