



Готовые решения
Производственная линия RDN-720 на базе RLM-2000
до 720 кв. м/смена- Диаметры : 3-5 мм
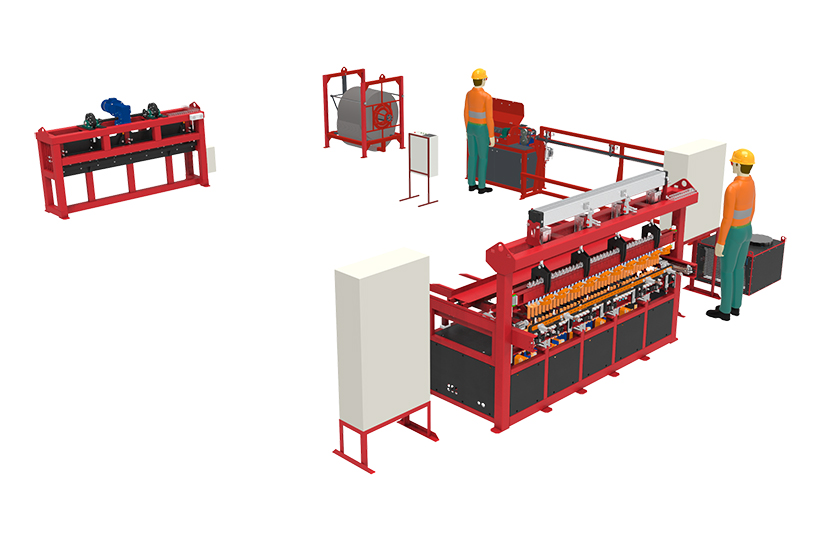
Завод Строительного Оборудования RODEN предлагает готовое комплексное решение для организации производства сварной кладочной сетки до 720 квадратных метров за смену (12 часов). Простая и надёжная в обслуживании конструкция станков не требует высококвалифицированного персонала. Производственная линия RDN-720 обладает отличными показателями скорости и автоматизации для своего класса машин. Ручная многоконтактная линия сварки RLM-2000, на базе которой собрана данная производственная линия отличается высоким качеством провара и простотой в обслуживании, правильно-отрезной станок SPO 3-5 с помощью которого происходит размотка, правка, и резка проволоки в необходимый размер обладает высокой скоростью и точностью, погрешность составляет ±5 мм. Сеточные ножницы SN-2E, которые поставляются с базовой комплектацией производственной линии предназначены для резки готовой секции сетки на секции меньшего размера.
Состав производства:
- Ручная многоконтактная линия RLM-2000
- Правильно-отрезной станок SPO 3-5
- Сеточные ножницы SN-2E
- Модуль системы охлаждения
- Компрессор (Приобретает Заказчик самостоятельно)